
为对口错边量、热处理、无损检测、焊缝尺寸等方面有针对性地提出不同的要求,GB150根据位置,根据该接头所连接两元件的结构类型以及应力水平,把接头分成A、B、C、D四类。
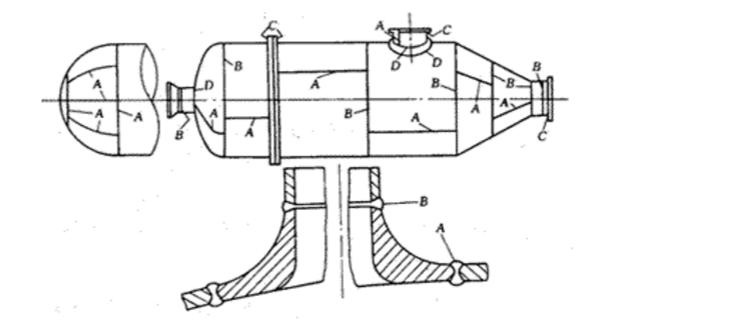
A类:圆筒部分的纵向接头(多层包扎容器层板层纵向接头除外)、球形封头与圆筒连接的环向接头、各类凸形封头中的所有拼焊接头以及嵌入式接管与壳体对接连接的接头。
B类:壳体部分的环向接头、锥形封头小端与接管连接的接头、长颈法兰与接管连接的接头。但已规定为A、C、D类的焊接接头除外。
C类:平盖、管板与圆筒非对接连接的接头,法兰与壳体、接管连接的接头,内封头与圆筒的搭接接头以及多层包扎容器层板层纵向接头。
D类:接管、人孔、凸缘、补强圈等与壳体连接的接头。但已规定为A、B类的焊接接头除外。
A类焊缝是容器中受力最大的接头,因此一般要求采用双面焊或保证全焊透的单面焊缝;
B类焊缝的工作应力一般为A类的一半。除了可采用双面焊的对接焊缝以外,也可采用带衬垫的单面焊;
在中低压焊缝中,C类接头的受力较小,通常采用角焊缝联接。对于高压容器,盛有剧毒介质的容器和低温容器应采用全焊透的接头。
D类焊缝是接管与容器的交叉焊缝。受力条件较差,且存在较高的应力集中。在后壁容器中这种焊缝的拘束度相当大,残余应力亦较大,易产生裂纹等缺陷。因此在这种容器中D类焊缝应采取全焊透的焊接接头。对于低压容器可采用局部焊透的单面或双面角焊。
注意:焊接接头分类的原则仅根据焊接接头在容器所处的位置而不是按焊接接头的结构形式分类,所以,在设计焊接接头形式时,应由容器的重要性、设计条件以及施焊条件等确定焊接结构。这样,同一类别的焊接接头在不同的容器条件下,就可能有不同的焊接接头形式。